Wie wird gearbeitet ?
Das Stanzverfahren
- Außenkonturen von Artikeln aller Art
- Verarbeitungsprinzip
- Was sind Stanzungen aus dem Doppelnutzen
- Stanzen mit Gegendruck -
siehe Produktblatt 'Stanzen mit Gegendruck' - Bündelung nach dem Stanzen -
siehe Produktlätter 'Bündelung nach dem Stanzen' - Material und Stanzarten

Einlegebereich - der Zuschnittsstapel liegt vor dem Messer
Verarbeitungsprinzip
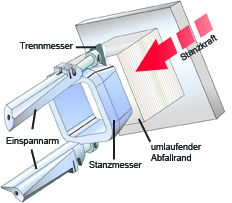
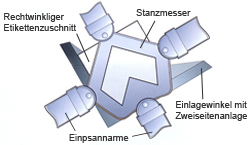

Zum Stanzen der gewünschten Form wird nach dem Durchstoßprinzip gearbeitet. Rechtwinklig vorgeschnittene bedruckte Materialstapel werden in den Einlagewinkel zwischen das feststehende Stanzmesser und die Pressplatte gelegt. Die Pressplatte drückt nach Auslösung das Material mit einem Stanzhub durch das Stanzmesser auf die Auslagerinne. Das Stanzmesser wird entsprechend der gewünschten Außenkontur von Messerherstellern gefertigt.
Das Einwegsystem garantiert eine toleranzarme Verarbeitung, da direkt vor das Messer eingelegt wird - geschützt durch Sicherheitssysteme.
Der Bediener bestimmt den Arbeitstakt, da die Maschinen nicht taktgebunden arbeiten. Erst nach Einlegen und Ausrichten wird der Stanzhub ausgelöst. Leer- und Fehlhübe gibt es daher nicht.
Gestanzt werden Formate von 10 x 10 mm bis 330 x 380 mm. Je nach dem gewünschten Stanzformat und der Maschinenleistung wird der passende Stanzautomat bestimmt.
Der gering gehaltene Stanzrand von 0-3 mm gewährleistet die rationelle Fertigung. Der Stanzrand wird mit Hilfe von Trennmessern, die flexibel platziert werden, getrennt und fällt durch die Maschine nach unten aus dem Schacht. Ein Abfallstau entsteht nicht.
Auf Wunsch wird ein BUSCH Späneförderband direkt an die Stanzmaschine gestellt, der die Abfallspäne in Container befördert.
Die Maschinen sind einstellbar für eine 0-Stanzung, d.h. der gesamte Stapel wird bis auf das letzte Blatt gestanzt oder es bleiben alternativ wenige Millimeter vor dem Stanzmesser stehen und werden mit dem nächsten Hub durchstanzt. Dies hat Vorteile für die Standzeit des Messers. Außerdem schont eine auf der Stanzplatte angebrachte weiche PP-Auflage die Schneidkante des Messers, die speziell für die 0-Stanzung sowie für Stanzungen aus dem Doppelnutzen verwendet wird.
Je nach Maschinenmodell wird der Stanzhub durch Lichtschranken oder gesteuerte Sicherheitstüren ausgelöst.
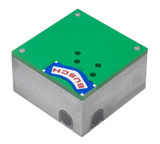
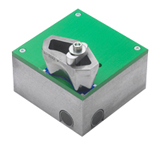
Ein Aluminium-Einrichtblock sorgt für das schnelle Einrichten der Maschine. Das Messer wird außerhalb der Maschine mit Hilfe eines Zuschnitts auf dem Block positioniert und in die Maschine eingelegt. Das Messer wird anschließend mit wenigen Handgriffen mit den Spannarmen befestigt. Mit weiteren Feineinstellungen an der Maschine wird - auch während der Produktion - nachgerichtet. Ein kleiner passender Werkzeugsatz ist auf der Bedienseite in einem Halter immer griffbereit.
Für die Schrägstanzung von Standard- oder Haftnotizblocks wird eine neu entwickelte Einrichtung angeboten, die an die Stanzplatte der Stanzmaschine montiert wird. Sie ermöglicht die Schrägstanzung eines rechtwinkligen Standard Blocks. Die Stanzung der Kante kann gerade oder auch geformt sein. Hierbei spannt und dreht eine integrierte Pneumatik den Block vor dem Stanzgang. Ein großer Format- und Winkelbereich kann mit der Einrichtung in jeder neuen BUSCH Stanzmaschine verarbeitet werden (außer in Maschinen der A-Serie).



Messer für individuelle Stanzformen werden
vom Messerhersteller geliefert.
